


لماذا تحتاج إلى خدماتنا ، فأنت تعلم أنك تحصل على مهنيين مؤهلين تأهيلاً عالياً لديهم الخبرة والتجربة للتأكد من أن مشروعك يتم بشكل صحيح ويعمل بشكل صحيح.
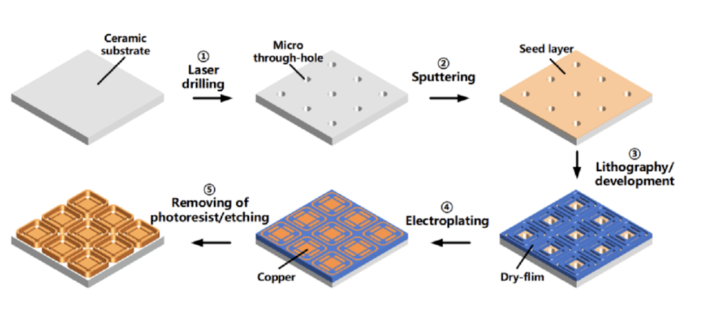
مع تطور تكنولوجيا المواد، تم استخدام السيراميك المتقدم على نطاق واسع في مجال الطيران وأشباه الموصلات وغيرها من المجالات ذات الأداء الجيد. لكن العديد من منتجات السيراميك في التطبيقات تميل إلى أن تكون ذات صلة بالمعالجة المسامية الدقيقة، كما هو الحال في مجال التغليف الإلكتروني، تحتاج إلى أن تكون مسامية صغيرة لتلبية توصيل الرقاقة ومتطلبات التعبئة والتغليف الثابتة، ولتحقيق العناصر المتكاملة للغاية ومتطلبات وظيفة التبريد، السيراميك تعد جودة تثقيب سطح الركيزة الصغيرة والمصفوفة العنقودية أمرًا بالغ الأهمية.

حفر السيراميك
ومع ذلك، فإن المعالجة الدقيقة للسيراميك المتقدم مثل السيراميك المتقدم كانت دائمًا صعبة. إذا تم اعتماد طريقة المعالجة التقليدية، فمن السهل إنتاج عيوب المعالجة مثل الشقوق وطبقة إعادة الصب، وحتى التسبب في التشقق وارتفاع معدل هدر المعالجة. في الوقت الحاضر، أصبحت "المعالجة بالليزر"، كنوع جديد من تكنولوجيا المعالجة بدون تلامس، بدلاً من المعالجة الميكانيكية التقليدية للمعالجة الدقيقة لمواد السيراميك الصلبة والهشة، نقطة بحثية ساخنة في صناعة المعالجة والتصنيع في السنوات الأخيرة .
| طرق المعالجة الشائعة الأخرى للمواد الخزفية | ||
| أسلوب المعالجة | مبدأ المعالجة | عيب |
| المعالجة الميكانيكية | كسر المواد هش | دقة تصنيع هشة ومنخفضة |
| معالجة التفريغ الكهربائي | موسيقى الرقص الإلكترونية | تتميز المواد الخزفية بمقاومة عالية ونقطة انصهار عالية، مما يجعل معالجة EDM صعبة، وكفاءة معالجة منخفضة وتلوث بيئي. |
| الآلات بالموجات فوق الصوتية | تؤثر الاهتزازات والأزواج الكاشطة بشكل متكرر على سطح المادة، والتي بدورها تنكسر وتنفصل عن مصفوفة المادة، مما يحقق الإزالة | سرعات تصنيع أبطأ وتآكل شديد للأداة |
معالجة الركيزة الخزفية بالحفر بالليزر
1. مميزات الحفر بالليزر
المعالجة بالليزر، كنوع جديد من طرق المعالجة الدقيقة، مع كفاءتها العالية ودقتها العالية ونوع عدم الاتصال (أي عدم تآكل الأدوات) وخصائص المعالجة، في المواد الخزفية كممثل للصلابة العالية والهشاشة العالية والعالية يتمتع حفر المواد ذات نقطة الانصهار والقطع واللحام وغيرها من مجالات تكنولوجيا المعالجة بمزايا كبيرة. بشكل رئيسي على النحو التالي:
(1) كفاءة ودقة معالجة عالية، مع إمكانية واقعية للإنتاج والتطبيق على نطاق واسع.
(2) شعاع الليزر عالي الطاقة لديه وقت نبض قصير، وقدرة ذروة لحظية عالية للغاية، ووقت عمل قصير نسبيًا، ومجموعة واسعة من كائنات المعالجة.
(3) لا تحتاج المعالجة بالليزر إلى اتصال مباشر للأداة بالمواد، ولا يوجد ضغط سطحي، وعيوب منطقة المعالجة أقل، ويمكن تنفيذ تصنيع صغير الحجم وأكثر دقة.
(4) من السهل دمج نظام المعالجة بالليزر مع تكنولوجيا المعلومات الرقمية لتحقيق التكامل الذكي للضوء والكهرباء والكمبيوتر، كما أن آفاق التصنيع جيدة.
(5) ارتفاع معدل استخدام المواد، وخفض تكلفة المعالجة
2. مبدأ الحفر بالليزر
تعد عملية معالجة المسام الخزفية الدقيقة بالليزر وإزالة المواد الموجودة في المسام عملية معقدة، تتضمن اقتران مجالات فيزيائية متعددة والتشغيل المتزامن لتفاعلات كيميائية متعددة. على وجه التحديد، يمكن تقسيم آلية إزالة المواد أثناء المعالجة بالليزر إلى الجوانب التالية.
01 تأثير التدفئة
تتم معالجة إزالة المادة بالليزر بشكل أساسي من خلال التأثير الحراري، والذي من خلال إدخال الحرارة، تقدم المادة مجموعة متنوعة من الحالات الفيزيائية المختلفة.
تنقسم عملية إزالة المواد بالليزر إلى ثلاث مراحل. أولاً، يقوم إشعاع طاقة الليزر الموجود على المادة بتسخين المادة إلى نقطة الانصهار، مما يشكل حوض انصهار. ولذلك، فإن المادة في الحالة المنصهرة لديها معدل امتصاص أعلى، وبالتالي فإن المجمع المنصهر سوف يتعمق أكثر، وسوف تزيد نسبة تغويز المادة، مما يشكل مجال إجهاد حراري قوي. تحت تأثير مجال الإجهاد الحراري، تتطاير المادة الموجودة في الخزان المنصهر على شكل غاز أو رذاذ على شكل سائل. ثم أدخل المرحلة الثانية، في ظل العمل المستمر لليزر، تتم إزالة المواد الموجودة في الثقب الصغير باستمرار، وهي مرحلة التشكيل المستقر. أخيرًا، في المرحلة الثالثة، تعمل طاقة الليزر المستمرة في الثقب الصغير وفم الثقب الصغير على تحفيز عدد كبير من البلازما، وتنتج هذه البلازما تأثيرًا قويًا على الليزر، من ناحية، تمنع دخول إشعاع الليزر إلى الثقب، ومن ناحية أخرى، منع تصريف الغاز والمواد السائلة في الحفرة.
02 تأثير القوة
عملية إزالة المواد بالليزر، مجال درجة الحرارة عن طريق تغير درجة حرارة المادة، وإنتاج مجال إجهاد حراري أكثر كثافة، لعبت إزالة المادة دورًا حاسمًا في مادة الليزر، وسوف يشكل تغويز المادة الساخنة على السطح درجة حرارة عالية وضغطًا عاليًا تنتج مجموعة البخار، والمواد المنصهرة في البركة المنصهرة ضغطًا ارتداديًا، مما يدفع المواد الموجودة في البركة المنصهرة على طول حافة المسام.
03 تأثير ثقب المفتاح
يعمل الليزر على المادة، وتتغير المادة وتتبخر داخل الثقب. أدى ضغط الارتداد إلى إخراج المادة المنصهرة، مما أدى إلى خلق ثقوب صغيرة. من خلال تحليل القوة داخل الحفرة، فإن الشرط الأساسي لتكوين الحفرة هو أن يكون الضغط الناتج عن مادة التغويز في قاع الحفرة مساويا للقوة الناتجة عن التوتر السطحي والضغط الهيدروستاتيكي ومقاومة التدفق .
3. طرق التثقيب بالليزر الأربعة
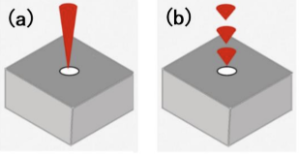
بطرق شائعة الاستخدام في الحفر بالليزر وفقًا لوضع مسح مسار الليزر، يتم تقسيمها إلى نوعين، أحدهما هو الثقب الممل، أي قطعة العمل في عملية التثقيب وحركة رأس الليزر، ابحث عن تركيز الليزر بعد سطح المادة المعالجة، من خلال باستمرار طاقة النبض لإزالة المواد المثقوبة الصغيرة، بشكل أساسي التثقيب النبضي الفردي والتثقيب النبضي المتعدد فئتان.
التثقيب النبضي الفردي يعني أن كل ثقب دقيق تتم معالجته بواسطة نبضة واحدة، كما يُعرف التثقيب متعدد النبضات أيضًا باسم التثقيب الإيقاعي، مما يعني أن كل ثقب دقيق مصنوع من نبضات متعددة متداخلة المعالجة، وستزيل كل نبضة جزءًا من المادة الموجودة على السطح المعالج ، بحيث يتعمق الثقب تدريجيًا حتى يصبح الثقب الدقيق شفافًا تمامًا.
لكمة مملة
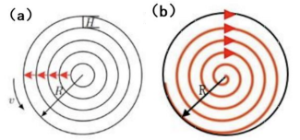
والآخر هو طريقة القطع الدوارة للثقب، أي أن نفس قطعة العمل ثابتة، والمسار إلى برنامج CAD، بحيث يتم مسح الليزر وفقًا لمسار معين لإزالة المواد، ويستخدم بشكل شائع بما في ذلك ثقب المسح الحلقي والمسح الحلزوني اللكم.
يشير تثقيب المسح الدائري إلى تثقيب المسح المتحد المركز، ويشير تثقيب المسح الحلزوني إلى مسار المسح بالليزر وهو شكل الخط الحلزوني. وتتمثل عملية المعالجة المحددة في إضافة حركة التغذية لاتجاه نصف القطر على أساس مسار المسح الدائري، كما هو موضح في الشكل أدناه.
اللكم المسح الحلزوني
يقارن:
(1) التثقيب الصدمي لديه وقت معالجة أقل من التثقيب الدوار، لذلك لديه كفاءة أعلى. يمثل وقت المعالجة الأصغر مدخلاً حراريًا أصغر وبالتالي جودة رديئة للمسام الصغيرة. نسبيًا، تستخدم طريقة التدوير برنامج CAD لتخطيط مسار المسح بمرونة أعلى. في الوقت نفسه، فإن الحد الأدنى للبقعة يعطي دورًا كاملاً لكفاءة الليزر، ولا يتم تحسين تقريب الثقب الصغير بشكل كبير فحسب، بل يمكن أيضًا تحقيق معالجة الثقوب المربعة والمثلث والمضلع وغيرها من الثقوب ذات الشكل الخاص.
(2) في طريقة القطع الدوارة، يكون الليزر المستخدم للمسح والتثقيب الحلقي عادةً عبارة عن ليزر نانو ثانية أو ميلي ثانية، حيث يتم مسح الشعاع من خلال دوران مسار معين للمنشور البصري. يمكن أن نرى من التجربة أنه بالمقارنة مع طريقة التأثير، تم تحسين جدار الثقب وتقريب الفتحة بشكل ملحوظ. تتمتع عملية القطع الدوارة بفرصة أفضل لتفريغ المواد المنصهرة داخل الحفرة، وبالتالي يتم تحسين الاستدقاق بشكل كبير. جودة الثقب عالية والكفاءة منخفضة قليلاً ولكنها لا تزال تلبي احتياجات الإنتاج الضخم السريع. ولذلك، فإن التثقيب بالمسح الحلقي مناسب للإنتاج الصناعي، والإنتاج الضخم لمتطلبات الجودة العالية للمسام الصغيرة.
(3) تعتمد معالجة المسح الحلزوني على دوران معالجة القطع، مما يضيف بقعة الضوء التي تتحرك تدريجيًا إلى المركز الحلقي، وذلك لتحقيق معالجة المسح للمسار الحلزوني. وفقًا للنتائج التجريبية، فقد وجد أن الدقة ودرجة الأسطوانة والاستدقاق وجودة المسام الدقيقة الأخرى لم يتم تحسينها بشكل ملحوظ. في الوقت نفسه، بسبب الإضافة التدريجية للحركة الموضعية، تصبح العملية أكثر تعقيدًا، وتنخفض الكفاءة. ولذلك، فإن الحفر بالمسح الحلزوني غير مناسب للإنتاج الضخم في الصناعة.
4. المؤشرات الرئيسية لتكنولوجيا التثقيب
بعد الحفر بالليزر، يجب تقييم جودة معالجة الثقوب الصغيرة باستخدام مؤشرات كمية مختلفة. تشمل المؤشرات الشائعة حجم الثقوب وشكلها. فيما يتعلق بحجم الثقب، هناك جانبان رئيسيان يجب أخذهما في الاعتبار: حجم الفتحة والاستدارة الحقيقية التي يمكن قياسها مباشرة، وتناقص استدقاق الثقب الذي يمكن قياسه بشكل غير مباشر. فيما يتعلق بمورفولوجيا الثقب، يتم أخذ مورفولوجيا السطح والجدار الجانبي في الاعتبار بشكل أساسي.
01 حجم الحفرة
(1) حجم قطر الثقب
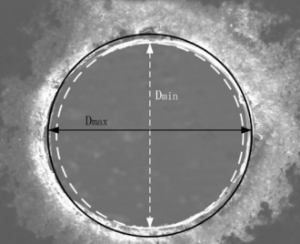
يعد حجم المسام للثقب الصغير أحد أهم العوامل الأساسية التي تميز قدرة المعالجة ودقتها. نظرًا لأن شكل الثقوب الصغيرة في المعالجة الفعلية هو في الغالب شكل بيضاوي وليس دائرة كاملة، فإن متوسط أكبر وأصغر قطر للقطع الناقص يستخدم عمومًا لتمثيل قطر الثقوب الصغيرة. تظهر طريقة القياس في الشكل. عند قياس أقطار المدخل والمخرج تؤخذ الأقطار من d1 إلى d4 في الاتجاهات الأربعة وتكون زاوية القطرين المتجاورين 45 ومن ثم يتم حساب القيمة المتوسطة.

قياس حجم الثقب
(2) الاستدارة
تتميز الاستدارة بالإزاحة الشعاعية لشكلها الفعلي بالنسبة إلى الدائرة المثالية. أي أنه يمثل الفرق بين الحد الأقصى والأدنى لنصف القطر بين الكفاف الفعلي والدائرة المثالية النظرية تحت نفس المركز. يُشار إلى هذا الاختلاف غالبًا باسم "الانحراف المركزي"، أي المسافة بين المحور الطويل والمحور القصير مقسومة على نسبة متوسط الاثنين.
الحد الأقصى والحد الأدنى لنصف القطر
(3) تفتق
يمكن أن ينعكس اتساق فتحة المدخل والمخرج للفتحة من خلال الحجم المستدق. عند حساب الاستدقاق، نحتاج إلى استخدام الصيغة أدناه، حيث يشير D1 إلى قطر المدخل، ويشير D2 إلى قطر المخرج، وh هو عمق الثقب، وهو سمك المادة.

02 شكل الحفرة
عند تقييم جودة المعالجة، من الضروري التركيز على شكل الحفرة، والذي يتضمن شكل السطح وشكل الجدار الجانبي للفتحة. استخدام نظام المجهر الرقمي والمجهر الإلكتروني الماسح (SEM) وغيرها من المعدات.
(1) مورفولوجيا السطح
تهدف مراقبة مورفولوجيا العينة بشكل أساسي إلى دراسة ما إذا كانت هناك عيوب واضحة في الفتحة، مثل حافة الانهيار ورذاذ الفتحة وتراكم المواد المنصهرة. يعد التحقيق في وجود هذه العيوب وشدة العيوب في ظل معلمات معالجة مختلفة خطوة مهمة في تحسين معلمات المعالجة.
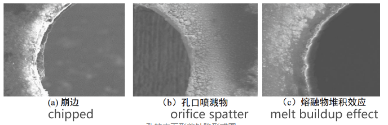
رسم تخطيطي لمورفولوجية سطح الحفرة
(2) مورفولوجيا الجدار الجانبي
تعتبر مراقبة مورفولوجيا الجدار الجانبي للثقب أمرًا مهمًا للغاية لتقييم جودة المعالجة بالليزر. وعادةً ما يتضمن استخدام آلة قطع أو أي جهاز آخر لتقسيم قطعة العمل على طول الفتحة لضمان مراقبة بصرية واضحة، مع التركيز على وجود الشقوق والتقشير وإعادة الصهر. يمكن أن يؤثر وجود هذه العيوب على أداء وموثوقية القطع الأثرية. ومن خلال ملاحظة هذه العيوب وتحديدها، يمكن أن يساعد المعالج على تحسين معلمات المعالجة بالليزر، وتحسين جودة المعالجة، وتحسين موثوقية وعمر القطع الأثرية.

مورفولوجية الجدار الجانبي للرسم التخطيطي لشكل عيب الثقب
تمت إعادة طباعة هذه المقالة من https://www.360powder.com/info_details/index/11161.html
لماذا تحتاج إلى خدماتنا ، فأنت تعلم أنك تحصل على مهنيين مؤهلين تأهيلاً عالياً لديهم الخبرة والتجربة للتأكد من أن مشروعك يتم بشكل صحيح ويعمل بشكل صحيح.
إذا كنت ترغب في استشارة مجانية ، يرجى البدء في ملء الاستمارة:
تلقي معلومات البيع والأخبار والتحديثات في صندوق الوارد الخاص بك.

 闽ICP备19012761号-1
闽ICP备19012761号-1