


لماذا تحتاج إلى خدماتنا ، فأنت تعلم أنك تحصل على مهنيين مؤهلين تأهيلاً عالياً لديهم الخبرة والتجربة للتأكد من أن مشروعك يتم بشكل صحيح ويعمل بشكل صحيح.
يمكن للعبوة الإلكترونية المُحكمة الإغلاق أن تؤدي وظيفتها المقصودة دون انقطاع أو خطأ أو انخفاض ملحوظ في الأداء لعقود. ومع ذلك، لا يمكن لمهندسي التصميم والمهندسين الميدانيين تحقيق هذا المستوى من الأداء إلا باستخدام المواد والمواد المانعة للتسرب المناسبة، وتوظيف الأدوات والمعدات وخطوات العملية الصحيحة لبناء عبوات إلكترونية تعمل بأشباه الموصلات للجيل القادم. إن الثقة التي تولدها العبوة المُحكمة الإغلاق تؤدي حتمًا إلى تطوير رقائق أفضل بميزات أكثر.
بقلم راميش كوثانداباني، المدير الفني، قسم التغليف الإلكتروني الدقيق، شركة ماتيريون
يُعدّ الإغلاق المحكم عمليةً مهمةً لتغليف رقائق أشباه الموصلات. وتعني كلمة "محكم" في هذه الحالة الإغلاق الآمن ضد التسرب. تمر رقاقة أشباه الموصلات بعدة مراحل عملية، بدءًا من رقاقة، ثم تقطيعها إلى رقائق منفصلة، وصولًا إلى عبوة منفصلة. تُربط هذه الرقائق بقوة بألواح القوالب باستخدام لحامات إيبوكسي أو يوتكتيكية خاصة. ثم تُوصل كهربائيًا بألواح ربط العبوة الخزفية باستخدام أسلاك دقيقة للغاية.
العبوة الخزفية - وهي في الواقع "حاملة للرقائق" - تتكون عادةً من طبقات متعددة مع تغذية كهربائية داخل هيكلها الخزفي. تتصل هذه الطبقات داخليًا بأسفل العبوة أو جوانبها لتركيبها على لوحات الدوائر المطبوعة مع مكونات كهربائية أخرى. تتوفر مجموعة متنوعة من العبوات لربط الرقائق، بما في ذلك حاملات الرقائق الرصاصية (LCC)؛ والسيراميك، والرباعية، والمسطحة (CQFP)؛ والرباعية المسطحة (QFP)، وغيرها.
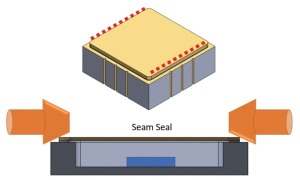
يتم غلق العبوة الخزفية بإحكام باستخدام قطبين كهربائيين يعملان بالتوازي لإذابة الغطاء وإغلاقه بالعبوة الخزفية أو المعدنية.
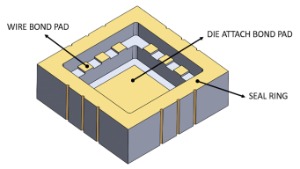
الحزمة الخزفية مع حلقة الختم والأسلاك ووسادات الترابط.
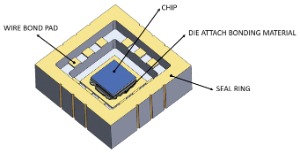
الحزمة الخزفية مع ملحق الرقاقة.
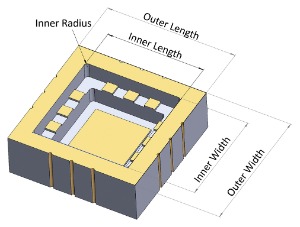
أبعاد العبوة الخزفية مع حلقة الختم.
يجب في النهاية إغلاق العبوة الخزفية التي تحتوي على الشريحة بواسطة روابط سلكية بشكل محكم لمنع دخول الملوثات مثل الرطوبة أو الجزيئات السائبة.
عملية الإغلاق المحكم ضرورية لتحديد صلاحية التجميع أثناء التشغيل. يوضح الشكل 1 رقاقة أشباه الموصلات ومئات الروابط السلكية الدقيقة للغاية. تتراوح أحجام هذه الرقاقات بين بضعة مليمترات وعشرات المليمترات. قد تحتوي الرقاقات الأصغر على عدد أقل من الروابط السلكية، بينما قد تحتوي الرقاقات الأكبر على مئات منها. هذه الروابط أرق من شعرة الإنسان، حيث يصل قطرها إلى 0.0007 بوصة (17.78 ميكرون).
إرشادات التصميم لغطاء العبوة واللحام.
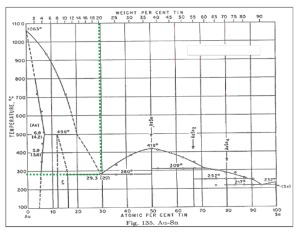
الشكل 7. مخطط طور الذهب والقصدير.
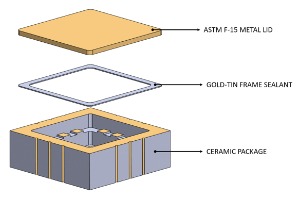
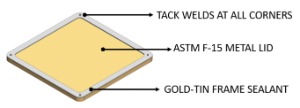
منظر منفجر للعبوة الخزفية وإطار اللحام والغطاء المعدني المطلي.
تحتوي الرقائق المنفصلة على أنظمة كهروميكانيكية دقيقة (MEMS) مزودة بتروس وساعات ومشغلات متحركة فائقة الدقة لا تُرى بالعين المجردة. أي جزيئات تترسب على هذه الرقائق قد تؤثر على أدائها. وبالمثل، مع تقارب الأسلاك الدقيقة الملتصقة ببعضها البعض، قد تتسبب الجزيئات الموصلة أو الرطوبة بينها في حدوث عطل. وهذا يزيد من أهمية إحكام إغلاق العبوات المجمعة بإحكام.
قبل التركيز على عملية الختم، من المهم معرفة المواد المستخدمة في الختم، وحدودها، وإرشادات التصميم، وعمليات التخزين والمناولة.
صورة مقطعية لأربع طبقات مطلية بشكل متسلسل بالنيكل والذهب.
هناك، على سبيل المثال، عدة أنواع من العبوات الخزفية:
• حزم السيراميك المثبتة على السطح
• مجموعات مصفوفات الشبكة الدبوسية الخزفية
• مجموعات السيراميك الرباعية المسطحة
• حزم هجينة من السيراميك
• حزم الاتصالات بالألياف الضوئية
• مواد الربط أو اللحام
• المكونات التي يجب ربطها بالعبوة مثل القوالب ومواد ربط القوالب والأسلاك وما إلى ذلك.
اعتمادًا على مستوى الإحكام المطلوب، تخضع العبوات لعملية أو عمليتين من عمليات الختم: الختم بالدرز باستخدام غطاء معدني، أو الختم باللحام باستخدام غطاء معدني مطلي.
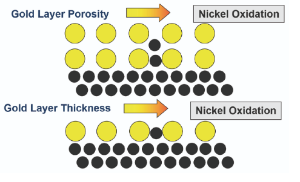
عملية هجرة النيكل.
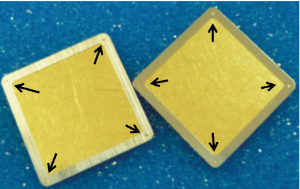
مجموعة غطاء الإطار.
نقاط اللحام في الزوايا.
مُغلق بإحكام بغطاء معدني:
هذه عملية إحكام غلق موثوقة، حيث يمر زوج من الأقطاب الكهربائية المستديرة حول حافة الغطاء، مما يؤدي إلى إذابته ودمجه في منطقة حلقة إحكام العبوة. يُعدّ إحكام اللحام مفيدًا في الحالات التالية:
• لا تتحمل شريحة أشباه الموصلات درجات حرارة عالية. يوفر ختم اللحام تسخينًا موضعيًا للحواف.
• قد لا يكون لدى المستخدم القدرة على إعادة تدفق الفرن.
• التطبيق النهائي مرتبط بالترددات الراديوية مع مستوى منخفض من الإحكام المطلوب (على سبيل المثال، التغليف بالترددات الراديوية).
مُغلق باللحام مع غطاء معدني مطلي:
يمكن لهذه العملية أيضًا تحقيق مستويات عالية من الختم الموثوق والمحكم. تتوفر عدة اختبارات بعد الختم لتأكيد فعاليتها.
هناك بعض العوامل المشتركة بين جميع أنواع العبوات، بما في ذلك استخدام وسادات الربط بالقالب، ووسادات الربط السلكية، وحلقات الختم. يوضح الشكل 3 بعض الميزات الرئيسية للعبوة الخزفية.
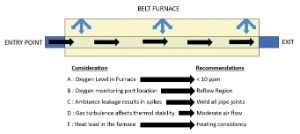
الشكل 13. ضوابط المعلمات الحرجة والتوصيات لتحقيق إغلاق محكم فعال باستخدام فرن الحزام.
وسادة تثبيت القالب: هذه هي المنطقة التي تُثبّت فيها رقاقة أشباه الموصلات بمساعدة سبيكة لحام إيوتكتيكية أو مواد إيبوكسي. عادةً ما تتكون مواد لاصقة التثبيت بالقالب القائمة على الإيبوكسي من راتنج ومصلب، ويجب خلطهما جيدًا قبل وضعهما على وسادة القالب. بعد ذلك، تُوضع الرقاقة في مكانها وتُفرك بالضغط لبدء عملية البلل وإطلاق أي غازات عالقة في مواد الربط. تُعالَج التركيبة في درجات حرارة عالية لتصلبها، وهي عملية قد تكون معقدة وتتطلب التحكم الدقيق.
يمكن استخدام كلٍّ من 88Au12Ge و80Au20Sn كمواد رابطة إيوتكتيكية. ينصهران عند درجتي حرارة 361 درجة مئوية و280 درجة مئوية على التوالي. وبعد مراعاة فقدان الحرارة في التركيبات والمكونات الأخرى، تكون درجة الحرارة المحددة عادةً أعلى. كلا النوعين من اللحامات الإيوتكتيكية عبارة عن سبائك نقية خالية من أي مواد رابطة أو عوامل ربط.
يخضع اختيار مادة ربط القالب لمعامل التمدد الحراري (CTE) للرقاقة والمواد المجاورة الأخرى التي قد يتلامس معها عامل الربط. كما يجب تحديد درجات حرارة وظروف الانصهار والتصلب.

الغرفة الداخلية لفرن التفريغ.
شروط ما بعد ختم الشريحة المرفقة:
من المهم التحقق من سلامة الترابط وضمان خروج الغازات المحتبسة. عادةً ما يقدم الموردون تعليمات المعالجة وخطوات العملية لإزالة المواد العضوية والمواد الرابطة. وإلا، فقد تنطلق الهيدروكربونات المشبعة بالهيدروجين أو الرطوبة أثناء عملية إحكام اللحام. ستؤثر الغازات المحتبسة داخل العبوة سلبًا على أدائها الكهربائي الإجمالي وعمرها الافتراضي.
وبالتالي، تُعد عملية تثبيت القالب المُحكمة أمرًا بالغ الأهمية لتحقيق التصاق خالٍ من الفراغات. وللأسف، قد يكون التحقق بعد الختم مكلفًا، وقد يُؤدي إلى نتائج غير منتظمة أو مضللة. لذا، يجب الانتباه جيدًا لظروف التخزين، وتاريخ انتهاء الصلاحية، ونسبة الخلط، ومدة الاستخدام، والحجم المطلوب لكل وحدة في كل وردية عمل. كما يُخشى من امتصاص الرطوبة من البيئة المحيطة.
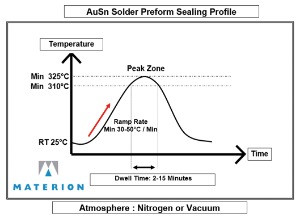
ملف تعريف إعادة التدفق من الذهب والقصدير.
حلقة الختم:
يُعد هذا أحد أهم مكونات العبوة الخزفية عند استخدام مادة الإحكام. وكما هو الحال مع قوالب اللحام ووسادات الأسلاك، يُستخدم سطح حلقة الإحكام بالكامل تقريبًا في عملية اللحام. عادةً ما يكون سطح حلقة الإحكام مساميًا ومطليًا بالنيكل والذهب، مما قد يؤدي إلى انتقال النيكل إليها عند درجات الحرارة المرتفعة، مما قد يؤدي بدوره إلى ثقوب صغيرة وفراغات لحام. لذا، يُعدّ التعامل الدقيق والتحكم في درجة الحرارة أمرًا بالغ الأهمية.
الختم المحكم الفعال: خطوة بخطوة
يعتمد نجاح عملية الختم المحكم على عدة عوامل، بما في ذلك:
• إرشادات التصميم لحلقة ختم العبوة
• اختيار مادة مانعة للتسرب والغطاء
• طرق الختم وضوابط العملية
• اختبارات ما بعد الإغلاق واستكشاف الأخطاء وإصلاحها
• خيارات مواد التغليف من الجيل التالي
إرشادات تصميم حلقة ختم العبوة:
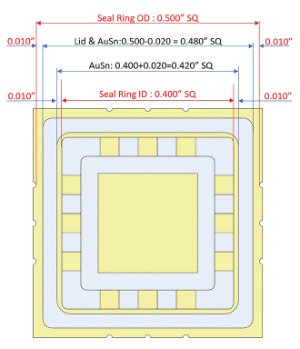
خذ بعين الاعتبار حجم غطاء الغطاء المحكم ودرجة لحامه. حلقة الختم الخارجية، والغطاء المعدني، والإطار المصنوع من القصدير الذهبي، عناصر تصميمية أساسية. على سبيل المثال، إذا كان طول وعرض حلقة ختم العبوة الخارجي 0.500 بوصة مربعة، فيجب أن يكون حجم الغطاء 0.500 بوصة - 0.010 بوصة - 0.010 بوصة مربعة، أو 0.480 بوصة مربعة.
الخطوة التالية هي تحديد الأبعاد الداخلية للحام القصدير الذهبي. لذلك، يجب مراعاة كلٍّ من الأبعاد الداخلية والخارجية. إذا كانت الأبعاد الداخلية لحلقة الختم 0.400 بوصة مربعة، فيجب أن تكون الأبعاد الداخلية لحلقة الختم 0.400 بوصة + 0.010 بوصة + 0.010 بوصة، أو 0.420 بوصة مربعة. يُعدّ نصف القطر الداخلي والخارجي مهمين أيضًا للتصميم العام، وكذلك سُمك اللحام والغطاء. تعتمد هذه الأبعاد على حجم العبوة النهائية. تعتمد المسافة الفاصلة البالغة 0.010 بوصة على توافر مساحة لحلقة الختم. يمكن أن تكون منخفضة إلى 0.002 بوصة للفجوة الخارجية، ومتقاربة جدًا لحلقة الختم الداخلية إذا كانت الحلقة ضيقة.
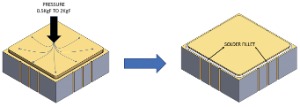
الشكل ١٦: يسار، تجميع مع الضغط. يمين، ختم لاحق بحشوة لحام.
اختيار مادة مانعة للتسرب:
تتوفر مجموعة متنوعة من سبائك اللحام المناسبة، بالإضافة إلى أنواع لحام يوتكتيكية، لوصلات محكمة الغلق مانعة للتسرب. وقد أثبت لحام الذهب والقصدير فعاليته بشكل خاص في ربط الأغطية المعدنية بالعبوات الخزفية أو المعدنية. يذوب لحام الذهب والقصدير، المكون من 80% ذهب و20% قصدير، عند درجة حرارة 280 درجة مئوية، ويحافظ على ثباته جيدًا عند اختباره في دورات درجة الحرارة.
يجب تصنيع سبيكة 80% ذهب / 20% قصدير مع عدد قليل جدًا من الشوائب ويجب أن تكون ضمن نسبة وزنها الاسمية لتحقيق رابطة جيدة.
• نقاء الذهب والقصدير: انخفاض في التوصيل الحراري
• تلوث الذهب والقصدير: الأكاسيد والمواد العضوية
• منطقة اتصال واجهة الذهب والقصدير
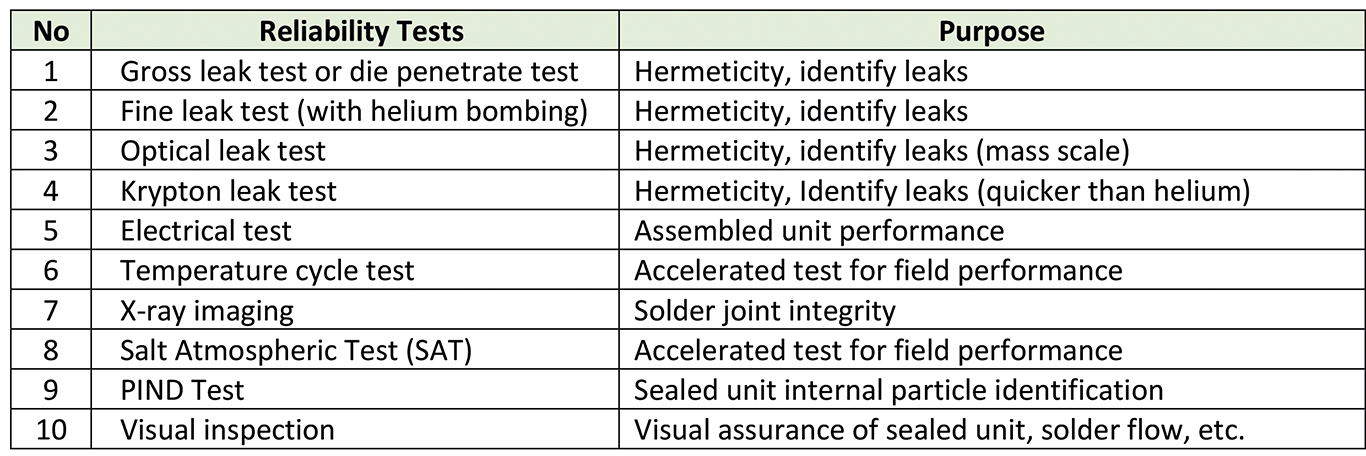
اختبارات الموثوقية المختلفة.
اختيار مادة الغطاء:
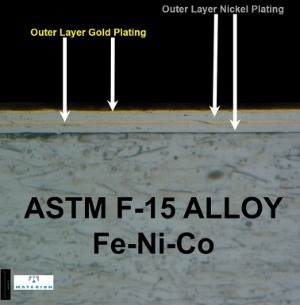
الغطاء المعدني عبارة عن سبيكة من الحديد والنيكل والكوبالت، تُعرف أيضًا باسم ASTM F-15. لكي يلتصق لحام الذهب والقصدير جيدًا بالعبوة، يجب تحضير الغطاء المعدني جيدًا. فالغطاء الذي يحتوي على أكثر من 50% من عناصر الحديد (Fe) قد يتأكسد بمرور الوقت. لذا، فإن الغطاء المكشوف لا يسمح ببلل لحام الذهب والقصدير. لذا، يُعدّ الطلاء الذهبي الموثوق به أمرًا بالغ الأهمية.
الغطاء مطلي كهربائيًا بطبقة من النيكل بسمك يتراوح بين 100 و350 ميكروبوصة، يليه طبقة من الذهب بسمك 50 ميكروبوصة. يُطلى النيكل والذهب الإضافيان لتطبيقات عالية الموثوقية، مع العلم أن مجموع سماكات طبقتي النيكل يجب ألا يتجاوز 450 ميكروبوصة، بينما يجب ألا يقل مجموع سماكات الأغشية المطلية بالذهب عن 50 ميكروبوصة. الهدف هو منع تراكم الرواسب الزائدة على الحواف، مما قد يؤثر سلبًا على الختم المحكم. يوضح الرسم التوضيحي التالي مقطعًا عرضيًا للغطاء المطلي بأربع طبقات.
طلاء فعال:
عملية الطلاء بالغة الأهمية. على سبيل المثال، يجب تجنب تراكم الحواف. يُعدّ كلٌّ من حمام الطلاء الكهربائي والصيانة الكيميائية أمرًا بالغ الأهمية. تجدر الإشارة إلى أن هذا الطلاء ليس تجميليًا بطبيعته، بل مُصمم لتوفير عزل محكم عالي الجودة، مما يضمن أيضًا التصاقًا جيدًا للحام. قد يؤدي سوء صيانة الطلاء إلى احتجاز غازات غير مرغوب فيها.
تتوفر اختبارات ما بعد الطلاء للتحقق من جودة الطلاء، وخاصة لتحديد كمية الهيدروجين في الأفلام المطلية.
يجب إجراء صيانة دورية لحوض الطلاء وفحوصات كيميائية للحوض للوقاية. كما تُجرى أحيانًا عمليات خبز ما بعد الطلاء بعد المرحلة الأخيرة من الطلاء في درجات حرارة منخفضة (بين ١٢٠ و١٥٠ درجة مئوية) لمدة تتراوح بين ٨ و١٢ ساعة.
قد يؤدي التسخين عالي الحرارة لفترات طويلة إلى انتقال الطبقة الداخلية من النيكل إلى طبقة الذهب، مما يعيق تبليل اللحام. لا يتبلل سبيكة لحام الذهب والقصدير بالنيكل. قد يحدث هجرة النيكل أيضًا إذا كانت الطبقة المطلية رقيقة جدًا أو أظهرت مسامية عالية على سطحها.
طرق الختم وضوابط العملية
• اللحام باللصق أو اللحام النقطي: يجب تثبيت لحام القصدير الذهبي على الغطاء المطلي باللحام النقطي أو اللحام النقطي. تُعد هذه العملية بالغة الأهمية لتجنب سوء المحاذاة والعيوب الأخرى التي قد تؤثر في النهاية على تماسك الختم. كما أنها تُوفر مزايا إضافية للمستخدمين النهائيين الذين يتعين عليهم تجميع الإطار والغطاء كقطعة واحدة قبل الختم النهائي. يتطلب اللحام باللصق أجزاءً صغيرة جدًا من لحام القصدير الذهبي الأيوتكتيكي في جميع الزوايا الأربع لتذوب وتلتصق بالغطاء المطلي.
• معدات إعادة التدفق وضوابط العملية: من المهم اختيار معدات إعادة التدفق المناسبة قبل عملية الختم. يتطلب الختم المحكم باستخدام القصدير الذهبي أو غيره من اللحامات بيئة خاملة؛ وإلا، فقد يؤثر الأكسدة على سلامة الختم. في حال استخدام فرن حزام، يجب مراقبة الصيانة وأنماط الختم جيدًا. يجب تتبع محتوى الأكسجين داخل حجرة إعادة التدفق والتحكم فيه. كما يلزم إجراء مراقبة مماثلة في حال اختيار فرن ختم مفرغ، مع ميزة إضافية تتمثل في إزالة الغازات غير المرغوب فيها. في كلتا الحالتين، سيحدد أداء المعدات في النهاية جودة الختم المحكم.
ملف تعريف ختم الذهب والقصدير: فيما يلي الاعتبارات الرئيسية لملف تعريف ختم الذهب والقصدير:
• معدل الارتفاع: يجب أن يكون معدل الارتفاع تدريجيًا وبطيئًا. هذا يُساعد على إطلاق الغازات من المكونات المختلفة دون تعزيز هجرة النيكل. قد ينتج هذا الهجرة عن زيادة أسرع في درجة الحرارة، خاصةً مع الطبقات المطلية المسامية. تُفرغ أفران التفريغ أي غازات مُنبعثة، بينما يُفترض أن يقوم فرن الحزام بضغط النيتروجين بالأمر نفسه.
• درجة الحرارة القصوى: تبلغ درجة حرارة انصهار لحام القصدير الذهبي الإيتكتيكي 280 درجة مئوية. بالإضافة إلى مكونات الختم، يمكن للتركيبات والمشابك والمواد الأخرى امتصاص الحرارة أيضًا. بمجرد وصول اللحام والغطاء إلى درجة الحرارة القصوى، يجب أن يكون الهدف:
تشمل هذه العملية الإزالة الكاملة للغازات، وتدفق اللحام الكامل، وتكوين شرائح اللحام، وإزالة الثقوب أو الفراغات. مدة التعرض لدرجة الحرارة القصوى نسبية للغاية وتعتمد على حجم المنتج وأدوات التجميع وظروف التشغيل. يمكن أن يؤدي تقليل هذه المدة أثناء سير العمليات الحرجة إلى الكشف عن حالات الفشل، والتي يمكن ملاحظتها بصريًا، من خلال اختبارات التسرب أو الأشعة السينية.
• النزول من منطقة الذروة: يجب أيضًا أن يتم تبريد المنتج تدريجيًا، حيث أن التبريد المفاجئ أو إخراج المنتج من الفرن قد يكون ضارًا للغاية.
يجب تطبيق ضغط كافٍ على لحام القصدير الذهبي للحصول على وصلة محكمة الغلق. ومن المثير للاهتمام، أن قوة الضغط المطلوبة تتراوح بين 0.5 و4 كيلوغرامات فقط. في جميع الحالات، ينتقل الضغط من الغطاء إلى مانع التسرب المصنوع من القصدير الذهبي (انظر الشكل 16). وكما ذُكر، فإن هذا الضغط مفيد جدًا خلال مرحلة ذروة الحرارة للضغط على الأغطية وإخراج اللحام المنصهر لتشكيل شريحة.
مشابك الختم:
تتوفر أنواع عديدة من المشابك سهلة الاقتناء. وحسب نوع العبوة وحجم الإنتاج، يمكن تخصيص مشابك الضغط وتصنيعها. كما يجب مراعاة تركيبات المحاذاة عند الرغبة في زيادة حجم الإنتاج.
اختبار موثوقية ما بعد الختم:
تُثبت اختبارات موثوقية ما بعد الختم صحة اختيار العملية والمواد. تُجرى عدة مستويات مختلفة من الاختبارات واحدة تلو الأخرى. يُمكن الاطلاع على تفاصيل جميع الاختبارات المذكورة في أدلة MIL-883 القياسية.
خيارات مواد التغليف العامة التالية: تهدف هذه الاختبارات إلى تأكيد نجاح عملية الإغلاق المحكم. وبالمثل، يمكن لعملية تغليف فعّالة أن تُطيل عمر العبوة بشكل ملحوظ في الميدان. العديد من التطبيقات، مثل وحدة اللوحة المثبتة في قمر صناعي أو مركبة فضائية، لا يمكن استبدالها أو إصلاحها. لذلك، فهي مصممة لتدوم حتى في أقسى الظروف.
تطرح مجموعة متنوعة من المواد والعمليات الجديدة في السوق. فعلى سبيل المثال، تتوفر الآن مجموعة من أغطية التغليف المبتكرة لتطبيقات الجيل القادم من الغلق المحكم. وتشمل هذه الأغطية المانعة للتسرب (Visi-Lids) للاتصالات البصرية، وأغطية كومبو غير مغناطيسية للتحكم الكهرومغناطيسي في الأنف، وأغطية كومبو Getter لاحتواء تسرب الهيدروجين من العبوة.
تم نشر هذه المقالة في الأصل في الإصدار: العدد 1، 2024، مجلة Power Electronics World.
لماذا تحتاج إلى خدماتنا ، فأنت تعلم أنك تحصل على مهنيين مؤهلين تأهيلاً عالياً لديهم الخبرة والتجربة للتأكد من أن مشروعك يتم بشكل صحيح ويعمل بشكل صحيح.
إذا كنت ترغب في استشارة مجانية ، يرجى البدء في ملء الاستمارة:
تلقي معلومات البيع والأخبار والتحديثات في صندوق الوارد الخاص بك.

 闽ICP备19012761号-1
闽ICP备19012761号-1